


Là một người làm kỹ thuật, chắc hẳn bạn đã từng gặp tình huống “dở khóc dở cười”: Màn hình máy hàn báo dòng chữ xanh mướt “Success” (Thành công) với mức suy hao ước tính cực đẹp (0.01dB – 0.02dB). Thế nhưng, khi đo kiểm lại bằng máy đo quang (OPM) hoặc máy đo phản xạ miền thời gian (OTDR), kết quả lại báo suy hao cao ngất ngưởng, thậm chí là “Fail”.
Việc phải leo lên cột hay chui xuống hầm để cắt ra hàn lại không chỉ gây ức chế, mất thời gian mà còn tiêu tốn vật tư (ống co nhiệt, dây nhảy quang) và ảnh hưởng trực tiếp đến tiến độ nghiệm thu công trình.
Vậy đâu là “thủ phạm” thực sự? Suy hao mối hàn không chỉ phụ thuộc vào tay nghề, mà phần lớn đến từ sự am hiểu thiết bị và quy trình chuẩn bị. Bài viết này sẽ bóc tách 5 nguyên nhân cốt lõi khiến mối hàn quang bị suy hao cao và giải pháp khắc phục triệt để.
Thế nào là mức suy hao chấp nhận được?
Trước khi đi vào nguyên nhân, chúng ta cần thống nhất về tiêu chuẩn kỹ thuật. Trong thi công cáp quang hiện đại:
-
Mức lý tưởng: Các máy hàn chất lượng cao (Fujikura, Sumitomo, Comway…) thường cho mối hàn đạt mức < 0.02dB.
-
Mức chấp nhận được khi nghiệm thu: Thông thường, các chủ đầu tư chấp nhận mức suy hao < 0.1dB cho một mối hàn.
Nếu mối hàn của bạn thường xuyên vượt quá con số 0.1dB (ví dụ 0.3dB hoặc 0.5dB), thì chắc chắn hệ thống hoặc quy trình thao tác đang gặp vấn đề. Dưới đây là 5 lý do phổ biến nhất.
5 Nguyên nhân khiến mối hàn bị suy hao cao và giải pháp
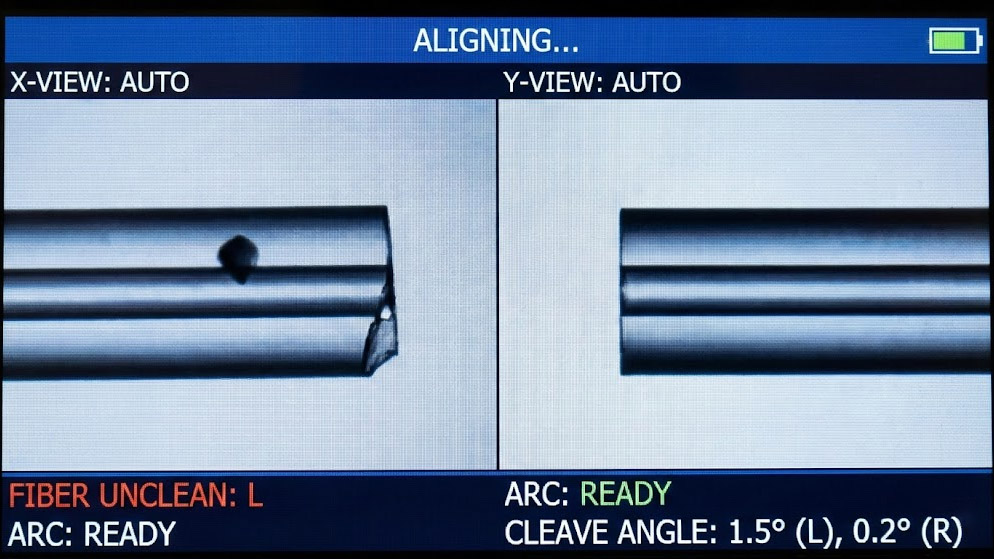
Nguyên nhân 1: Bề mặt sợi quang không sạch
Đây là lỗi cơ bản nhưng lại là nguyên nhân hàng đầu gây ra các “điểm đen” (black spots) trong lõi sợi quang sau khi hàn. Bụi bẩn, dầu mỡ từ tay, hoặc lớp phủ chưa được tuốt sạch sẽ bị cháy khi phóng hồ quang, tạo ra bọt khí hoặc làm lệch tâm sợi.
-
Cách khắc phục: Tuân thủ tuyệt đối quy trình “Tuốt – Lau – Cắt”.
-
Sử dụng kìm tuốt sợi quang chất lượng để loại bỏ hoàn toàn lớp phủ acrylate.
-
Dùng giấy lau chuyên dụng (loại không phát sinh bụi bông) tẩm cồn 90 độ hoặc cồn Isopropyl để lau sạch sợi.
-
Lưu ý quan trọng: Chỉ lau sợi quang TRƯỚC khi cắt. Tuyệt đối KHÔNG lau lại sau khi đã cắt, vì hành động này sẽ làm đầu sợi vừa cắt bị bám bụi trở lại hoặc bị xước do ma sát với giấy.
-

Nguyên nhân 2: Góc cắt sợi quang quá lớn (Lỗi do dao cắt)
Nếu máy hàn quang báo lỗi “Cut angle limit” hoặc mối hàn bị lồi/lõm, thủ phạm chính là dao cắt quang (Fiber Cleaver). Một mối hàn đẹp yêu cầu góc cắt phải phẳng, nhỏ hơn 1.0 độ. Nếu lưỡi dao bị mòn hoặc đệm cao su bị chai, mặt cắt sẽ bị vát, mẻ hoặc có gai (lip).
-
Giải pháp:
-
Vệ sinh lưỡi dao và đệm cao su: Đôi khi chỉ là do bụi sợi quang bám vào làm kênh sợi.
-
Xoay lưỡi dao: Lưỡi dao cắt quang thường có từ 12-24 điểm cắt. Hãy xoay sang điểm cắt mới nếu điểm hiện tại đã mòn.
-
Điều chỉnh độ cao lưỡi dao: Nếu xoay lưỡi mà vẫn cắt xấu, có thể lưỡi dao đang để quá thấp (không cắt đứt hẳn) hoặc quá cao (làm nát đầu sợi).
-
Đầu tư đúng mức: Đừng tiếc tiền cho một con dao cắt xịn. Dao cắt chính xác cao quyết định 50% chất lượng mối hàn.
-
Nguyên nhân 3: Cài đặt sai chế độ hàn (Program/Mode)
Sợi quang có nhiều loại khác nhau: Single Mode (SM – G.652, G.657) và Multi Mode (MM). Mỗi loại sợi yêu cầu một mức nhiệt lượng hồ quang khác nhau để nóng chảy. Nếu bạn hàn sợi SM nhưng máy đang set chế độ MM, mối hàn sẽ bị biến dạng do nhiệt độ không phù hợp.
-
Giải pháp:
-
Luôn kiểm tra loại cáp đang thi công.
-
Chuyển chế độ hàn trên máy về “Auto” (Tự động nhận diện). Các dòng máy hiện đại có khả năng soi lõi và tự nhận biết loại sợi để áp dụng profile nhiệt phù hợp nhất.
-
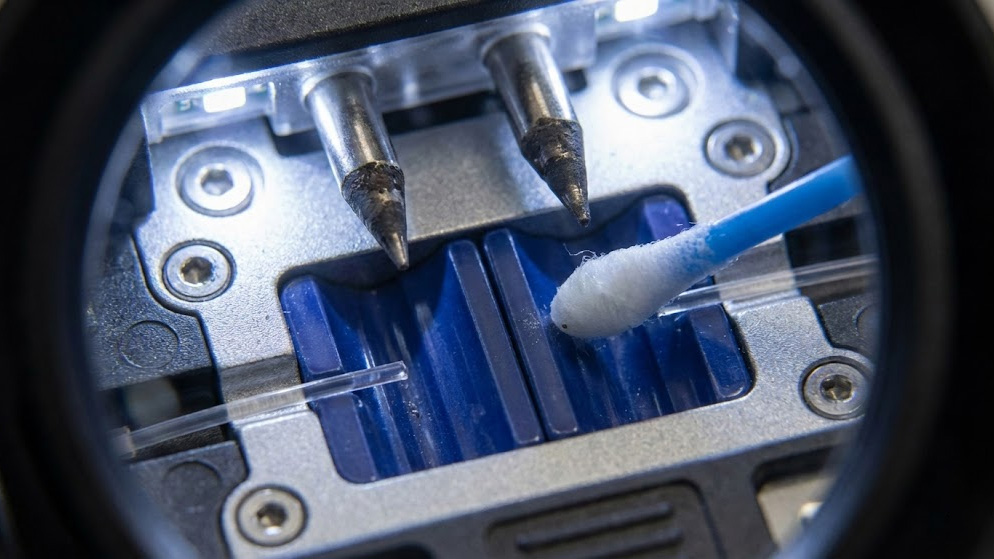
Nguyên nhân 4: Kim phóng hồ quang (Electrodes) bị “già” hoặc bẩn
Kim phóng hồ quang là vật tư tiêu hao. Sau khoảng 3.000 – 5.000 lần phóng (tùy dòng máy), kim sẽ bị oxy hóa, đầu kim bị tù hoặc bám muội than. Điều này khiến tia hồ quang phóng không ổn định, bị lệch, nhiệt lượng không đủ làm nóng chảy đều hai đầu sợi quang.
-
Giải pháp:
-
Vệ sinh kim phóng: Tháo kim ra và làm sạch nhẹ nhàng nếu thấy bám bẩn (tuy nhiên cần rất cẩn thận tránh làm hỏng đầu kim).
-
Hiệu chỉnh hồ quang (Arc Calibration): Đây là thao tác bắt buộc mỗi khi thay kim mới hoặc khi môi trường làm việc thay đổi đột ngột (từ lạnh sang nóng, từ thấp lên cao).
-
Thay thế định kỳ: Đừng cố dùng kim quá cũ. Chi phí thay một cặp kim rẻ hơn rất nhiều so với việc phải đi xử lý sự cố suy hao.
-
Nguyên nhân 5: Rãnh chữ V (V-Groove) bị bẩn hoặc lệch
Rãnh V là nơi định vị sợi quang nằm thẳng hàng. Chỉ cần một hạt bụi nhỏ lọt vào rãnh V, sợi quang sẽ bị kênh lên, dẫn đến hai sợi không đồng trục (misalignment). Khi đó, máy hàn sẽ phải cố gắng bù lại độ lệch (offset), dẫn đến mối hàn bị gãy góc hoặc phình to.
-
Giải pháp:
-
Sử dụng chổi quét chuyên dụng (thường đi kèm trong hộp máy) tẩm cồn để vệ sinh rãnh V thường xuyên.
-
Quan sát trên màn hình máy hàn: Nếu thấy sợi quang khi đưa vào luôn bị lệch về một phía dù đã căn chỉnh, khả năng cao rãnh V đang có vật thể lạ.
-
Mẹo nâng cao từ chuyên gia để mối hàn “đẹp như mơ”
Để khẳng định tay nghề và đảm bảo đường truyền “thông suốt”, anh em kỹ thuật nên lưu ý thêm:
-
Thực hiện “Arc Test” (Test hồ quang) thường xuyên: Môi trường (độ ẩm, nhiệt độ, áp suất không khí) ảnh hưởng lớn đến cường độ phóng điện. Hãy Arc Test vào đầu buổi làm việc hoặc khi di chuyển đến địa điểm có khí hậu khác biệt.
-
Kiểm tra kẹp giữ sợi (Fiber Holder): Nếu nam châm kẹp yếu hoặc đệm cao su kẹp bị rách, sợi quang sẽ bị trôi trong quá trình hàn, gây ra lỗi khoảng cách (Gap error).
-
Ổn định máy: Đặt máy ở vị trí bằng phẳng, tránh rung lắc khi máy đang thực hiện quy trình hàn nối.
Kết luận
Một mối hàn quang chuẩn không chỉ cần đôi tay khéo léo mà còn cần sự trợ giúp đắc lực của những thiết bị chuẩn chỉ và được bảo dưỡng đúng cách. Việc hiểu rõ nguyên nhân gây suy hao sẽ giúp bạn tiết kiệm thời gian xử lý sự cố và nâng cao uy tín với khách hàng.
Xem thêm: